de
en
Sustainable and energy-efficient systems
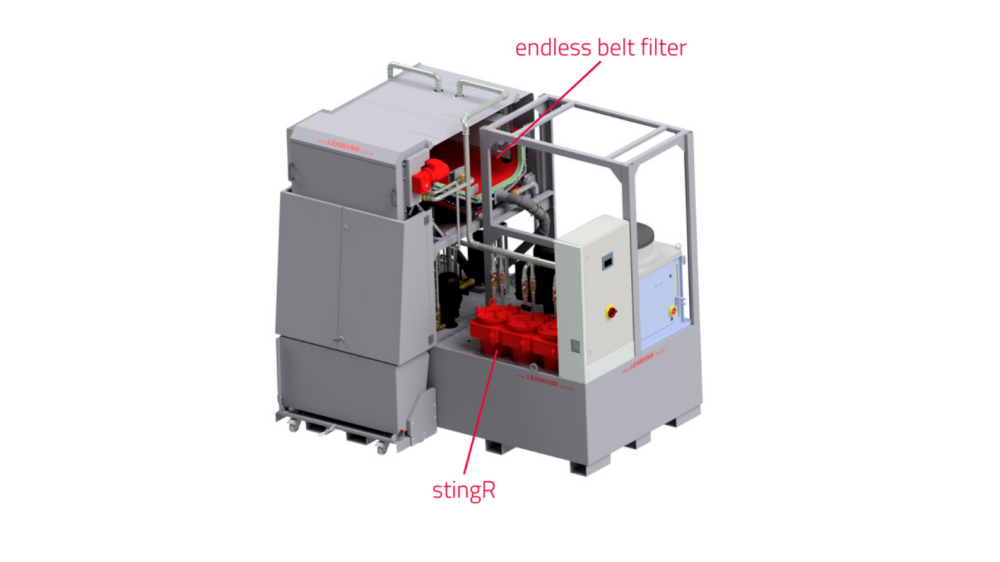
In agile cooperation with a customer, Lehmann-UMT planned a sustainable cutting oil treatment system for the filtration of cooling lubricants used in the manufacture of processing machines and precision tools at the customer's request. The aim was to design a system that meets the current requirements of grinding technology, taking into account energy efficiency, sustainability and investment costs. The individually designed and manufactured system is already connected to the processing machine shown below and is running reliably.
Data collection and optimization potential
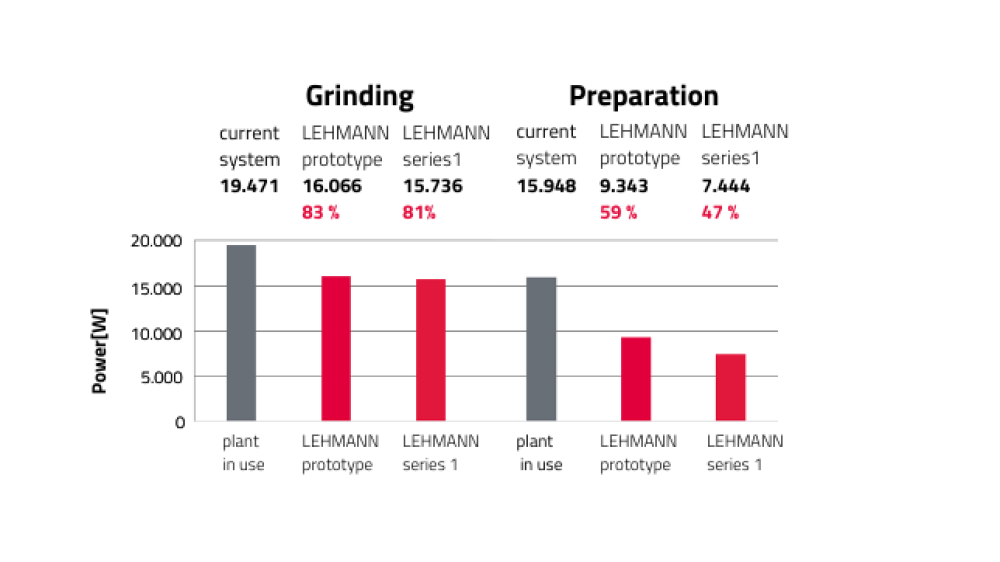
The project was based on data collection on the filter technology currently used by the customer. For example, series of measurements were taken on the power consumption of the cooling system used, which allowed conclusions to be drawn about its utilization and consequently identified optimization potential.
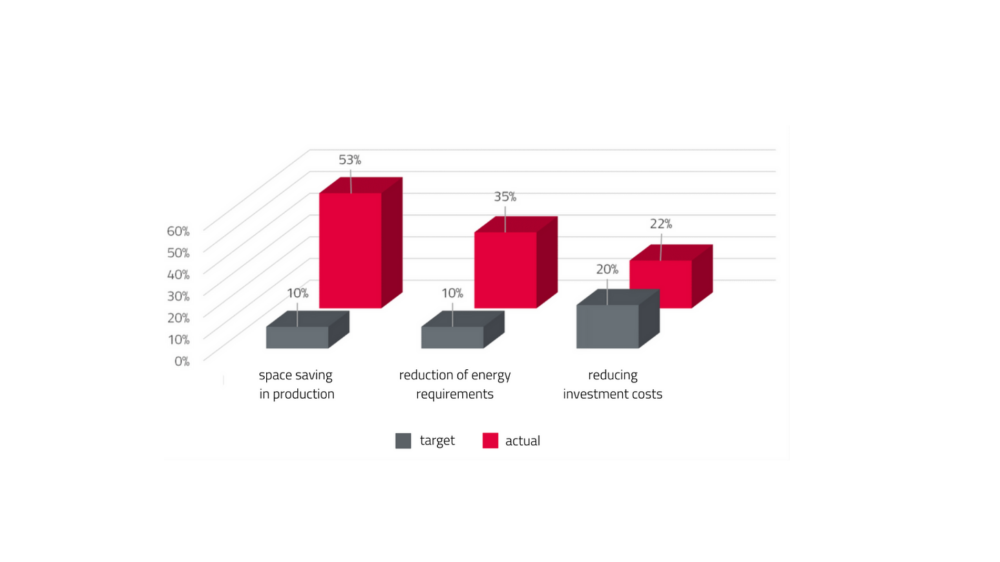
In a second step, Lehmann-UMT and the grinding machine manufacturer defined the target values for the filter system to be designed. The required filter fineness was set at 5 µm. Further objectives were to reduce the energy required and to reduce the installation area by 10 % in each case, while maintaining the same investment costs.
The filter system was then specially designed, constructed and manufactured to meet the customer's requirements. The data on the Lehmann-UMT filter system originates from practical process tests that were carried out over several months at a reference customer's site.
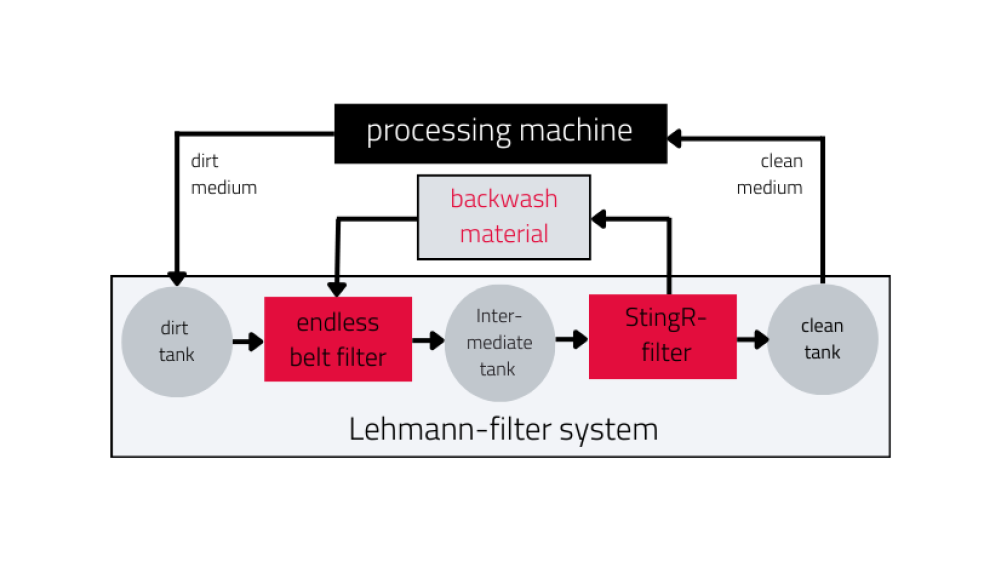
A differential pressure sensor detects a dirty filter element fully automatically and triggers a demand-controlled backwash of the filter element. The dirt adhering to the filter element is removed from the pores by means of a short compressed air pulse to a fluid reservoir, which reactivates almost 100 % of the filter surface. The extremely short backwash times of < 9 seconds enable frequent and effective backwashing, which effectively prevents agglomeration. This leads to a noticeable improvement in cooling lubricant quality and helps to minimise wear on the processing machines and tools used.
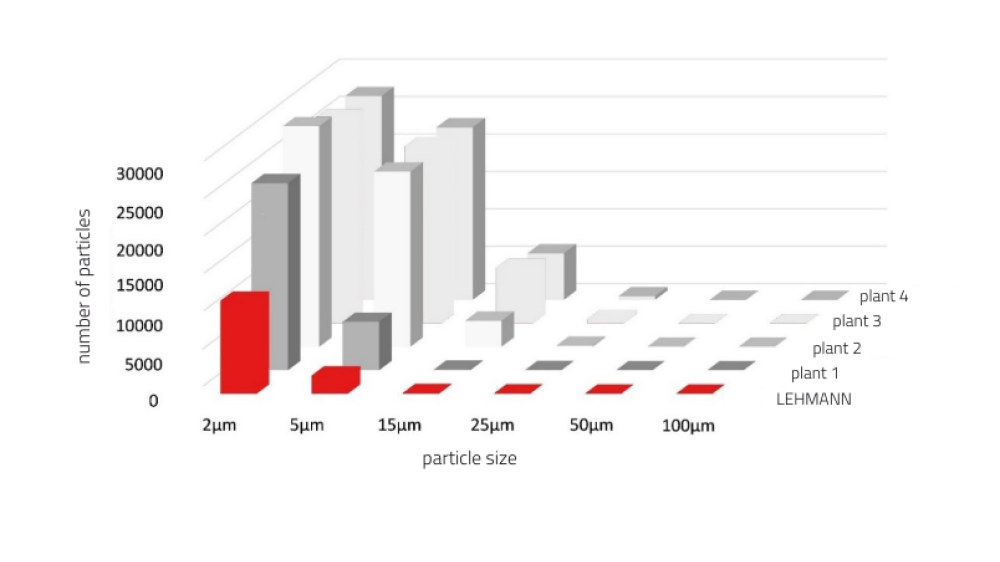
In the illustration, the filter system from Lehmann-UMT was compared with other suction belt filter systems. For this purpose, a permanent sampling of the clean medium was carried out using a U-tube. The number of particles was then measured using the Parker PLC 2000 (particle measuring device).
The improved filtration result of the Lehmann filter is primarily due to the fact that the StingR filter elements were installed in addition to the first filter stage (endless belt filter). The StingR ensure that significantly fewer dirt particles could be detected in the pure medium in the 15 to 2 µm range than in the comparison systems without the installed fine filters.
Thanks to the improved filter quality, various customers have been able to extend mould service lives by 50 to 100 %. The practical experience of our customers also shows that spindles and rotary unions have a service life extension of 30 to 50 %.
Cost savings and environmental protection
The Lehmann-UMT filter system offers its users a number of advantages. First and foremost, these include cost savings thanks to the improved filter fineness. In particular, the fully automated backwashing process ensures longer service life and consistently high quality of the cooling lubricant. As a result, the user has
As a result, the user has less wear on the processing machine, the filtration, the tools and the workpieces. As a result, he has to dress less, produces fewer rejects and benefits from the reduction in scrap and follow-up costs resulting from the reduction in his energy and spare parts consumption.
The intelligent design of the system minimises wear on the system and ensures a long service life for the oils, tools and machines. This increases the sustainability of the entire process and actively contributes to the protection of the environment and resources. In addition, upcoming maintenance intervals are reliably predicted.
The differential pressure sensor integrated in the StingR recognises a dirty filter element based on the consistently high differential pressure inside the filter after the backwashing process. If the pressure level exceeds a defined limit value over a certain period of time, this is recognised at an early stage by the system's fully automated control unit. The service display then issues a message that a maintenance interval is due soon. This allows service times to be planned and scheduled during the machine's non-production times, which in turn leads to a reduction in labour costs.
Predictions such as these can be made by setting appropriate limit values for pumps and integrating them into the system's software. As a result, the filter system is Industry 4.0-capable, which leads to a significant improvement in performance.
Vision of the future - pressing grinding sludge
In the Lehmann-UMT laboratory, specific tests were carried out with the supposedly dry grinding sludge. The chips were weighed before and after pressing. This showed that an oil content of approx. 30 % was present. Specifically, the procedure showed that 600 g of chips contained approx. 225 g of oil. Up to 40 % oil can be pressed out of the mass fraction, especially for applications in oil.
By recovering the grinding oil, the sustainability of the entire filtration process is increased. The volume of waste is reduced as the oil does not have to be disposed of. At the same time, waste is reduced and the recovered grinding oil is made available to the processing machines again. In addition, major cost savings are achieved for the user.
For example, one customer produces 1 cubic metre of grinding sludge every week. This grinding sludge still contains 20 % oil. This means that 200 litres of sanding oil are disposed of every week. Extrapolated over the year, this amounts to 10,400 litres of oil. Assuming that one litre of grinding oil costs 5 euros, this results in a cost saving of 52,000 euros per year, as the grinding oil does not have to be refilled as frequently. In addition, further costs can be saved by reducing the number of personnel required to look after chip management and logistics.
Furthermore, the well-pressed chips are recyclable and can be melted down again. This saves disposal costs and contributes to resource conservation.