de
en
Nachhaltige und energieeffiziente Systeme
In agiler Zusammenarbeit mit einem Kunden plante Lehmann-UMT auf dessen Wunsch hin ein nachhaltiges Schneidölaufbereitungssystem zur Filtration von Kühlschmierstoffen, die bei der Herstellung von Bearbeitungsmaschinen und Präzisionswerkzeugen eingesetzt werden. Ziel war es, eine Anlage zu konzipieren, die den aktuellen Anforderungen der Schleiftechnik unter Berücksichtigung von Energieeffizienz, Nachhaltigkeit und Investitionskosten entspricht. Die individuell konzipierte und gefertigte Anlage ist bereits an die unten abgebildete Bearbeitungsmaschine angeschlossen und läuft zuverlässig.
Datenerhebung und Optimierungspotenziale
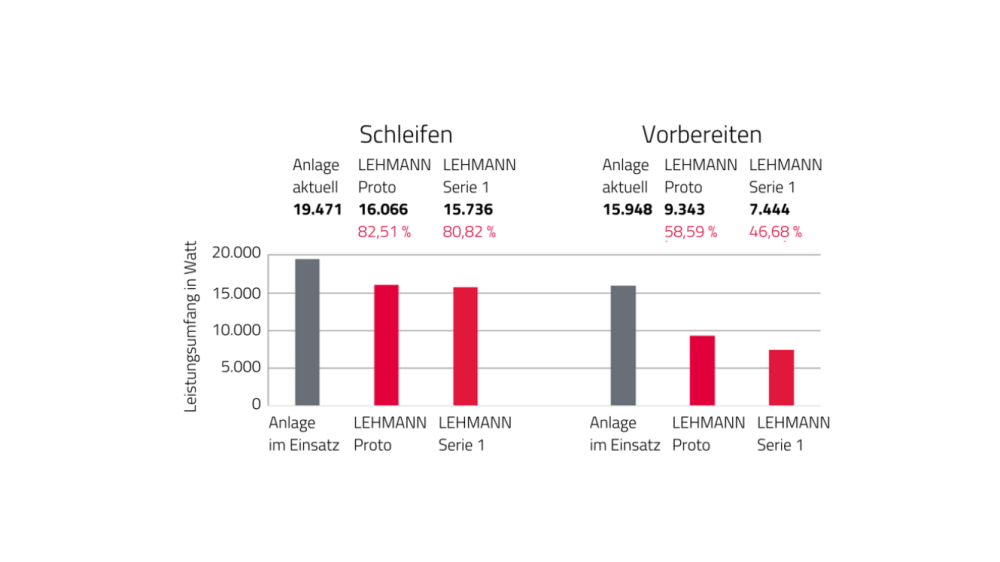
Die Basis des Projekts bildeten Datenerhebungen über die aktuell beim Kunden angewandte Filtertechnik. Hierzu wurden beispielsweise Messreihen über den Strombedarf des verwendeten Kühlsystems aufgestellt, welche Rückschlüsse auf dessen Auslastung zuließen und infolgedessen Optimierungspotenziale identifizierten.
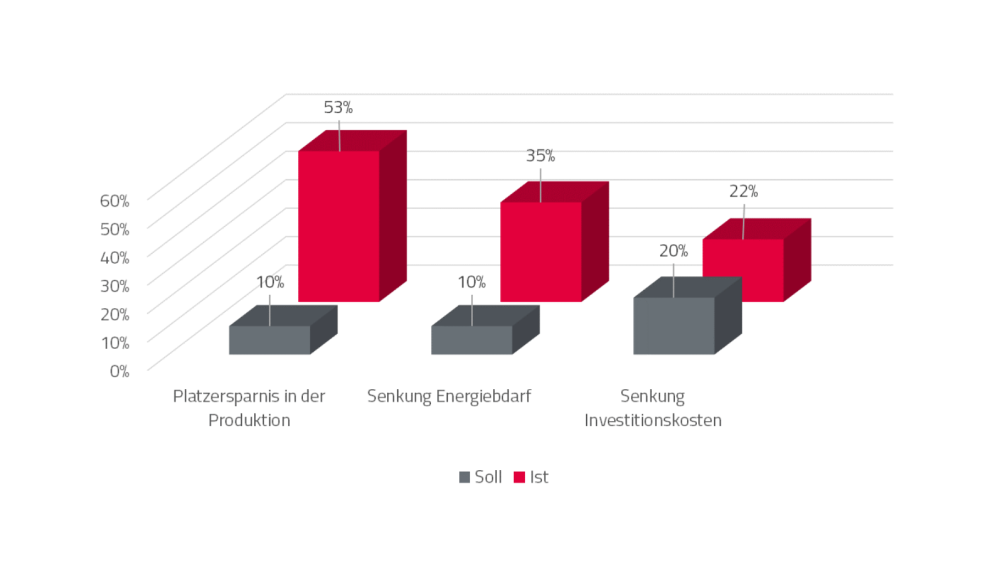
In einem zweiten Schritt definierte die Lehmann-UMT mit dem Schleifmaschinenhersteller die Zielgrößen für die zu konzipierende Filteranlage. Die geforderte Filterfeinheit wurde auf 5 µm festgelegt. Weitere Ziele waren die Reduzierung der benötigten Energie sowie die Verringerung der Aufstellfläche um jeweils 10 %, bei gleichbleibenden Investitionskosten.
Anschließend wurde die Filteranlage speziell auf die Bedürfnisse des Kunden ausgelegt, konstruiert und gefertigt. Die Daten über die Filteranlage der Lehmann-UMT stammen aus praktischen Verfahrensnachweisen, die über mehrere Monate bei einem Referenzkunden vor Ort durchgeführt wurden.
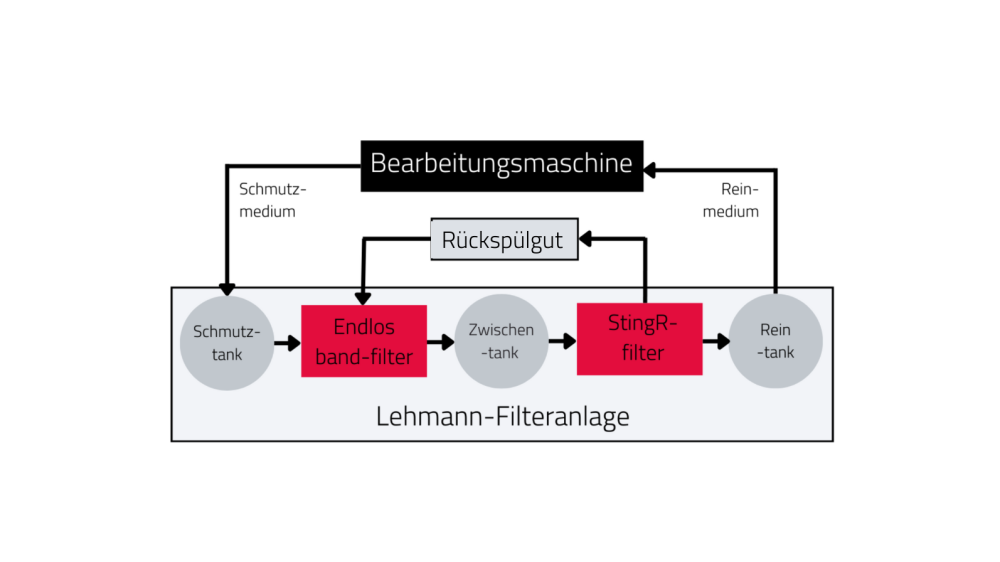
Ein Differenzdrucksensor erfasst ein verschmutztes Filterelement vollautomatisch und löst eine bedarfsgesteuerte Rückspülung des Filterelements aus. Mittels eines kurzen Druckluftimpulses auf ein Flüssigkeitsreservoir wird der am Filterelement haftende Schmutz aus den Poren entfernt, was die Filterfläche zu nahezu 100 % reaktiviert. Die äußerst kurzen Rückspülzeiten von < 9 Sekunden ermöglichen häufiges und effektives Rückreinigen, wodurch Agglomerationen effektiv verhindert werden. Dies führt zu einer spürbaren Verbesserung der Kühlschmierstoffqualität und trägt dazu bei, den Verschleiß an den verwendeten Bearbeitungsmaschinen und Werkzeugen zu minimieren.
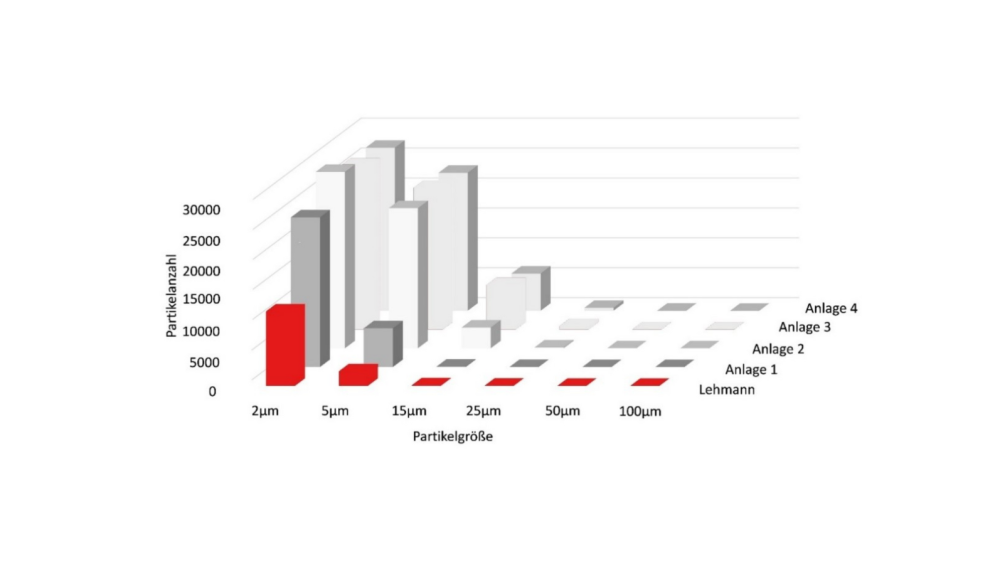
In der Abbildung wurde die Filteranlage der Firma Lehmann-UMT mit Saugbandfilteranlagen anderer Hersteller verglichen. Hierzu wurde mittels eines U-Rohrs eine dauerhafte Probenentnahme des Saubermediums durchgeführt. Anschließend wurde die Anzahl der Partikel mithilfe des Parker PLC 2000 (Partikelmessgerät) gemessen.
Das verbesserte Filtrationsergebnis des Lehmann-Filters ist in erster Linie darauf zurückzuführen, dass neben der ersten Filterstufe (Endlosbandfilter) noch die StingR-Filterelemente verbaut wurden. Die StingR sorgen dafür, dass in den Bereichen von 15 bis 2 µm signifikant weniger Schmutzpartikel im Reinmedium nachgewiesen werden konnten als in den Vergleichsanlagen ohne die verbauten Feinfilter.
Durch die verbesserte Filterqualität konnten bei verschiedenen Kunden Die Werkzeugstandzeiten um 50 bis 100 % verlängert werden. Die praktischen Erfahrungswerte unserer Kunden besagen weiterhin, dass Spindeln und Drehdurchführungen eine Standzeitverlängerung von 30 bis 50 % aufwiesen.
Kosteneinsparungen und Umweltschutz
Die Filteranlage der Lehmann-UMT bringt ihrem Anwender eine Reihe von Vorteilen. Dazu zählen in erster Linie Kostenersparnisse durch die verbesserte Filterfeinheit. Insbesondere der vollautomatisierte Rückspül-Prozess sorgt für längere Standzeiten und konstant hohe Qualität der KSS. Daraus resultierend hat
der Anwender weniger Verschleiß an der Bearbeitungsmaschine, der Filtration, den Werkzeugen sowie den Werkstücken. Folglich muss er weniger abrichten, produziert weniger Ausschuss und profitiert von der Reduktion der Ausschuss- und Folgekosten, welche durch die Senkung seines Energie- und Ersatzteilverbrauchs herrühren.
Die intelligente Konstruktion des Systems minimiert den Verschleiß an der Anlage und sorgt für lange Standzeiten der Öle, Werkzeuge sowie Maschinen. Damit wird die Nachhaltigkeit des gesamten Prozesses erhöht und aktiv zum Umwelt- und Ressourcenschutz beigetragen. Zudem werden anstehende Wartungsintervalle zuverlässig vorhergesagt.
Der im StingR integrierte Differenzdrucksensor erkennt ein verschmutztes Filterelement anhand des nach dem Rückspühl-Prozess beständig hohen Differenzdrucks im Inneren des Filters. Überschreitet das Druckniveau einen festgelegten Grenzwert über einen gewissen Zeitraum, so wird dies von der vollautomatisierten Steuerung der Anlage frühzeitig erkannt. Anschließend wird über das Service-Display eine Meldung ausgegeben, dass bald ein Wartungsintervall ansteht. So lassen sich Servicezeiten planen und in die produktionsfreien Zeiten der Maschine legen, was wiederum zur Reduktion der Personalkosten führt.
Vorhersagen wie diese lassen sich mit entsprechender Festlegung von Grenzwerten für Pumpen und deren Integration in die Software der Anlage. Folglich ist die Filteranlage Industrie 4.0-fähig, was zu einer signifikanten Leistungsverbesserung führt.
Zukunftsvision – Verpressen von Schleifschlamm
Im Labor der Lehmann-UMT führte man mit dem vermeintlich trockenen Schleifschlamm spezifische Tests durch. Dazu wog man die Späne einmal vor dem Auspressen und einmal danach. Daraus ging hervor, dass ein Ölanteil von ca. 30 % enthalten war. Konkret ergab das Verfahren, dass in 600 g Spänen ca. 225 g Öl enthalten waren. Besonders für Anwendungen in Öl können bis zu 40 % Öl vom Massenanteil ausgepresst werden.
Mithilfe der Rückgewinnung des Schleiföls wird die Nachhaltigkeit des gesamten Filtrationsprozesses gesteigert. Das Abfallvolumen sinkt, da das Öl nicht mit entsorgt werden muss. Gleichzeitig wird die Verschwendung reduziert und das rückgewonnene Schleiföl wird den Bearbeitungsmaschinen wieder zur Verfügung gestellt. Darüber hinaus werden große Kostenersparnisse für den Anwender erzielt.
Beispielsweise fällt bei einem Kunden jede Woche 1 m³ Schleifschlamm an. In diesem Schleifschlamm sind noch 20 % Öl enthalten. Das bedeutet, es werden 200 l Schleiföl pro Woche entsorgt. Auf das Jahr hochgerechnet ergibt das eine Ölmenge von 10.400 l Öl. Geht man davon aus, dass ein Liter Schleiföl 5 Euro kostet, ergibt sich eine Kostenersparnis von 52.000 Euro im Jahr, da das Schleiföl nicht so häufig aufgefüllt werden muss. Zusätzlich können durch einen geringeren Personalaufwand zur Betreuung des Späne-Managements und der Logistik weitere Kosten eingespart werden.
Weiterhin sind die gut ausgepressten Späne recycelbar und können wieder eingeschmolzen werden. Das spart Entsorgungskosten und trägt zum Ressourcenschutz bei.